


SCM415
Stal stopowa
Odpowiedniki: GB 15CrMo, JIS SCM415, DIN 15CrMo5.SCM415 których powierzchnie są poddawane obróbce w procesie utwardzania węglowego, są stosowane do części, które wymagają wysokiej wytrzymałości lub odporności na zużycie, takich jak tłok cylindrowy, wał korbowy, zębatki, sworznie, wały i tym podobne.
Stal konstrukcyjna poddawana węglowaniu
Cel
SCM415 jest szeroko stosowany w ogólnych konstrukcjach stalowych.
Cechy produktu:
1. Wysoka wytrzymałość w temperaturze pokojowej i podwyższonej temperaturze.
2. Wysoka tolerancja na wcięcia.
3. Uproszczony projekt dla konfiguracji śrubowej.
Porównanie międzynarodowe materiałów
|
UE ANG | POCHOWAĆ ISO |
USA AISI |
JAPONIA JIS |
NIEMCY DIN |
CHINY WIELKA BRYTANIA |
FRANCJA AFNOR |
WŁOCHY UNI |
|---|---|---|---|---|---|---|---|
| -- | 15CrMo4 | -- | SCM415 | 15CrMo5 | 15CrMo | -- | -- |
|
HISZPANIA UNE |
Szwecja SS |
Finlandia SFS |
Polska PN |
Czechy CSN |
Austria ONORMA |
Rosja GOST |
Anglia BS |
|---|---|---|---|---|---|---|---|
| -- | -- | -- | -- | -- | -- | -- | -- |
**Ta tabela porównawcza ma charakter informacyjny. Standardy i klasy różnych krajów mają nieznacznie różne składy chemiczne. Proszę odwołać się do bazy danych w celu uzyskania szczegółowych informacji.**
Skład chemiczny (JIS G4051)
| C(%) | Si(%) | Mn(%) | P(%) | S(%) | Ni(%) | Cr(%) | Mo(%) | Cu(%) |
|---|---|---|---|---|---|---|---|---|
| 0,13-0,18 | 0,15-0,35 | 0,6-0,85 | 0≦0,03 | 0≦0,03 | 0≦0,25 | 0,9-1,2 | 0,15-0,30 | 0≦0,3 |
Warunki obróbki cieplnej
- Recyrkulacja: 850℃ Chłodzenie w piecu
- Normalizacja: 850~900℃ Chłodzenie powietrzem
- Hartowanie: 850~900℃ Pierwsze chłodzenie olejem, 800~850℃ Drugie chłodzenie olejem
- Odpuszczanie: 150~200℃ Chłodzenie powietrzem
Kryteria dla warunków obróbki cieplnej - rewizja:
- Ac: 770~835℃
- Ar: 770~700℃
- Ms: 410℃
Właściwości mechaniczne
Wytrzymałość na rozciąganie (kgf/mm²): ≧85
Wydłużenie (%): ≧16
Stopa zmniejszenia przekroju poprzecznego (%): ≧40
Wartość udaru (J/cm2): ≧7
Twardość (Hb): 235~321
Zakres rozmiarów
| Kształt | Rozmiar (mm) | ||
|---|---|---|---|
| Pręt okrągły | 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 24, 25, 26, 28, 30, 32, 34, 36, 38, 40, 42, 44, 45, 46, 48, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 135, 140, 145, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 270, 280, 290, 300, 315, 325, 335, 345, 355, 365, 375, 385, 395, 405, 415, 425, 435, 445, 455, 465, 475, 485, 495, 505, 515, 525, 535, 545, 555, 565, 575, 585, 595, 605. | ||
- Zastosowanie stali

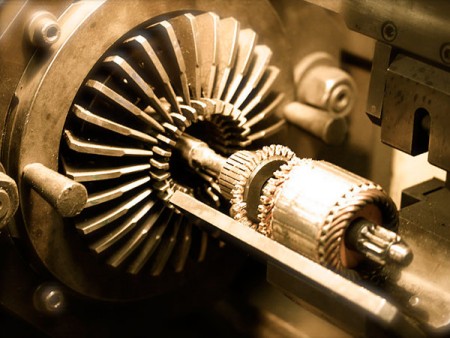
Przekładnia
Istnieje wiele rodzajów kół zębatych, takich jak: koła zębate proste, koła zębate łańcuchowe, koła zębate zębate, koła zębate skośne, koła zębate wewnętrzne, prowadnice, koła zębate stożkowe proste, koła zębate stożkowe zakrzywione, koła zębate stożkowe o zerowym stopniu, koła zębate spiralne z przesunięciem, koła zębate ślimakowe, koła zębate Halberda. Materiał zębatki musi mieć silną wytrzymałość na zmęczenie zginające i wytrzymałość na zmęczenie kontaktowe, a powierzchnia zęba musi mieć wystarczającą twardość i odporność na zużycie, a rdzeń musi mieć pewną wytrzymałość i wytrzymałość na uderzenia. Materiały, które rekomendujemy do zastosowania w przekładniach, są następujące.
Wrzeciono maszyny narzędziowej
W maszynie może być kilka wrzecion. Istnieje wiele rodzajów wrzecion, w tym wrzeciona szlifierskie, wrzeciona elektryczne, wrzeciona niskich obrotów, wrzeciona wysokich obrotów, wrzeciona do maszyn grawerskich, wrzeciona do frezarek, wrzeciona tokarskie, itp. Dlatego wrzeciono powinno być wykonane z materiałów o najwyższej stabilności, sztywności i wydajności. Materiały, które rekomendujemy do zastosowania w wrzecionach maszynowych, są następujące.
Wały napędowe
Aby umożliwić zmiany w ustawieniu i odległości między elementami napędzanymi a napędzającymi, wał napędowy zawiera jeden lub więcej przegubów uniwersalnych i sprzęgieł. Dlatego ich materiały muszą wytrzymać silne ciśnienie, jednocześnie unikając nadmiernego dodatkowego obciążenia, które zwiększa odwrotną bezwładność. Polecamy poniższe materiały do wałów napędowych. Polecamy poniższe materiały do zastosowania w wałach napędowych.

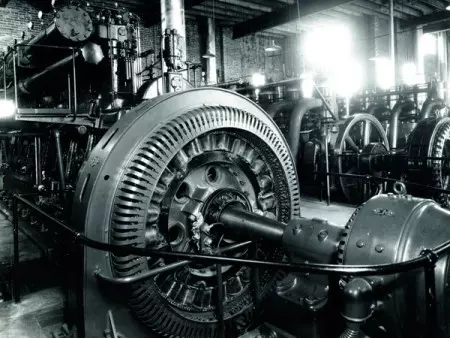
Wałek łożyskowy
W silniku musi być wałek, który służy głównie do napędzania silnika i generowania energii kinetycznej dla innych urządzeń. Polecamy poniższe materiały do zastosowania w wałkach łożyskowych.

Narzędzia tnące
Istnieje wiele rodzajów narzędzi tnących, takich jak: frezy, wiertła, tarcze piłowe, rozwiertaki, narzędzia tnące z PCD (diament polikrystaliczny), wiertła do otworów, narzędzia tokarskie, narzędzia do tłoczenia, itp. Jakość materiału narzędzia tnącego będzie miała wpływ na jakość powierzchni, wydajność cięcia, żywotność narzędzia i inne czynniki. Dlatego wybrany materiał narzędziowy powinien charakteryzować się wysokim stopniem twardości, odpornością na zużycie, wytrzymałością, wytrzymałością na uderzenia i odpornością na ciepło. Polecamy poniższe materiały do zastosowania w narzędziach tnących.

Wałki ślimakowe
Kiedy koło ślimakowe jest w ruchu, generuje dużo energii cieplnej z powodu tarcia kontaktowego. Gdy ciśnienie na powierzchni kontaktu jest zbyt wysokie, w połączeniu z wysoką temperaturą, łatwo może dojść do zużycia powierzchni zęba. Dlatego wałek ślimakowy powinien być wykonany z materiałów odpornych na zużycie i sztywnych. Materiały, które polecamy do zastosowania w wałku ślimakowym, są następujące.

Części maszynowe
Rodzaje materiałów części mechanicznych obejmują materiały metalowe, materiały niemetalowe oraz materiały kompozytowe. Materiały metalowe dzielą się na materiały metalowe żelazne i materiały metalowe nieżelazne. Materiały metalowe żelazne obejmują stal, stale odlewane i żeliwa, które mają dobre właściwości mechaniczne (takie jak wytrzymałość, plastyczność, twardość itp.) oraz są stosunkowo tanie i łatwe do uzyskania. Materiały metalowe nieżelazne mają zalety niskiej gęstości oraz dobrej przewodności cieplnej i elektrycznej. Materiały, które rekomendujemy do zastosowania w obróbce części, są następujące.