


SCM415
Thép hợp kim
Cấp độ tương đương: GB 15CrMo, JIS SCM415, DIN 15CrMo5.SCM415 có bề mặt được xử lý qua quá trình tôi hóa bằng cacbon được sử dụng cho các bộ phận cần độ bền cao hoặc khả năng chống mài mòn, chẳng hạn như piston xy-lanh, trục khuỷu, bánh răng, chốt, trục và nhiều thứ khác.
Thép cấu trúc carburizing
Mục đích
SCM415 được sử dụng rộng rãi trong thép kết cấu chung.
Tính năng sản phẩm:
1. Cường độ cao ở nhiệt độ phòng và nhiệt độ cao.
2. Chịu được vết cắt cao.
3. Thiết kế đơn giản cho cấu hình bu lông
So sánh quốc tế về vật liệu
|
EU EN | CHÔN CẤT ISO |
Mỹ AISI |
NHẬT BẢN JIS |
ĐỨC DIN |
TRUNG QUỐC VƯƠNG QUỐC ANH |
PHÁP TUYỆT VỜI |
NƯỚC Ý UNI |
|---|---|---|---|---|---|---|---|
| -- | 15CrMo4 | -- | SCM415 | 15CrMo5 | 15CrMo | -- | -- |
|
TÂY BAN NHA UNE |
Thụy Điển SS |
Phần Lan SFS |
Ba Lan PN |
Cộng hòa Séc CSN |
Áo ONORM |
Nga GOST |
Anh BS |
|---|---|---|---|---|---|---|---|
| -- | -- | -- | -- | -- | -- | -- | -- |
**Bảng so sánh này chỉ mang tính chất tham khảo. Tiêu chuẩn và lớp hợp kim của các quốc gia khác nhau có thành phần hóa học khác nhau một chút. Vui lòng tham khảo cơ sở dữ liệu để biết chi tiết.**
Thành phần hóa học (JIS G4051)
| C(%) | Si(%) | Mn(%) | P(%) | S(%) | Ni(%) | Cr(%) | Mo(%) | Cu(%) |
|---|---|---|---|---|---|---|---|---|
| 0.13-0.18 | 0.15-0.35 | 0.6-0.85 | 0≦0.03 | 0≦0.03 | 0≦0.25 | 0.9-1.2 | 0.15-0.30 | 0≦0.3 |
Điều kiện nhiệt luyện
- Gia nhiệt: 850℃ Làm mát trong lò
- Bình thường hóa: 850~900℃ Làm mát bằng không khí
- Cứng: 850~900℃ Làm nguội bằng dầu lần 1, 800~850℃ Làm nguội bằng dầu lần 2
- Gia nhiệt: 150~200℃ Làm nguội bằng không khí
Tiêu chuẩn điều chỉnh điều kiện nhiệt luyện:
- Ac: 770~835℃
- Ar: 770~700℃
- Ms: 410℃
Tính chất cơ học
Độ bền kéo (kgf/mm²): ≧85
Độ giãn dài (%): ≧16
Tỷ lệ giảm diện tích chéo (%): ≧40
Giá trị tác động (J/cm2): ≧7
Độ cứng (Hb): 235~321
Phạm vi kích thước
| Hình dạng | Kích thước (mm) | ||
|---|---|---|---|
| Thanh tròn | 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 24, 25, 26, 28, 30, 32, 34, 36, 38, 40, 42, 44, 45, 46, 48, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 135, 140, 145, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 270, 280, 290, 300, 315, 325, 335, 345, 355, 365, 375, 385, 395, 405, 415, 425, 435, 445, 455, 465, 475, 485, 495, 505, 515, 525, 535, 545, 555, 565, 575, 585, 595, 605. | ||
- Ứng dụng thép

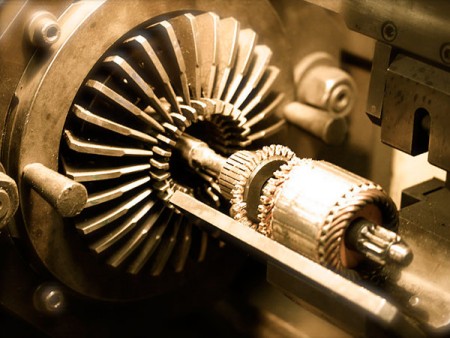
Bánh răng
Có nhiều loại bánh răng như: bánh răng thẳng, bánh răng xích, bánh răng đai, bánh răng xoắn ốc, bánh răng trong, thanh trượt, bánh răng nghiêng, bánh răng nghiêng cong, bánh răng nghiêng góc 0 độ, bánh răng xoắn, bánh răng Halberd. Vật liệu của bánh răng phải có độ bền uốn mệt mỏi và độ bền tiếp xúc mạnh, và bề mặt răng phải có độ cứng và kháng mài mòn đủ, và lõi phải có độ bền và độ dẻo nhất định. Các vật liệu cho ứng dụng bánh răng mà chúng tôi đề xuất như sau.
Trục Máy Công Cụ
Có thể có nhiều trục chính trong một máy. Có nhiều loại trục chính, bao gồm trục chính mài, trục chính điện, trục chính tốc độ thấp, trục chính tốc độ cao, trục chính máy khắc, trục chính máy phay, trục chính máy tiện, v.v. Do đó, trục chính nên được làm từ vật liệu có độ ổn định, cứng và hiệu suất cao nhất. Các vật liệu được chúng tôi đề xuất sử dụng cho ứng dụng trục máy công cụ như sau.
Trục lái
Để cho phép thay đổi trong sự căn chỉnh và khoảng cách giữa các thành phần lái và bị động, trục truyền động chứa một hoặc nhiều khớp nối và khớp nối đa năng. Do đó, vật liệu của chúng phải chịu được áp lực mạnh, đồng thời tránh tăng thêm trọng lượng quá mức để tăng độ trễ ngược. Chúng tôi đề xuất các vật liệu của trục lái như sau. Chúng tôi đề xuất các vật liệu cho ứng dụng trục lái như sau.

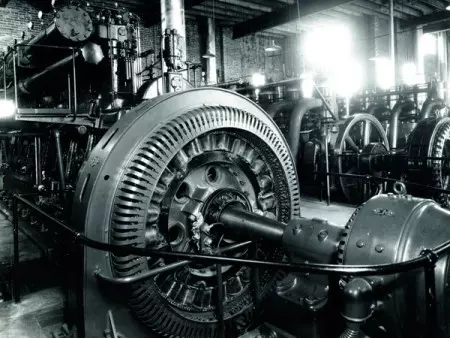
Trục Mang
Trong động cơ phải có một trục, chủ yếu được sử dụng để truyền động cho động cơ và tạo năng lượng động cho các thiết bị khác. Chúng tôi đề xuất các vật liệu cho ứng dụng trục mang như sau.

Dụng Cụ Cắt
Có nhiều loại dụng cụ cắt, như: dao phay, mũi khoan, lưỡi cưa tròn, dao mài, dụng cụ cắt PCD (Kim cương đa tinh thể), mũi khoan lỗ, dụng cụ tiện, dụng cụ đóng dấu, v.v. Chất lượng vật liệu dụng cụ cắt sẽ ảnh hưởng đến chất lượng bề mặt, hiệu suất cắt, tuổi thọ dụng cụ và các yếu tố khác. Do đó, vật liệu công cụ được chọn nên có độ cứng cao, kháng mài mòn, độ bền, độ dẻo và kháng nhiệt cao. Chúng tôi đề xuất các vật liệu cho ứng dụng dụng cụ cắt như sau.

Trục giun
Khi bánh răng xoắn đang chạy, nó sẽ tạo ra rất nhiều năng lượng nhiệt do ma sát tiếp xúc. Khi áp suất bề mặt tiếp xúc quá cao, kết hợp với nhiệt độ cao, dễ dẫn đến mài mòn trên bề mặt răng. Do đó, thanh xoắn nên được làm từ vật liệu chống mài mòn và cứng. Các vật liệu cho ứng dụng trục giun mà chúng tôi đề xuất như sau.

Các bộ phận máy
Các loại vật liệu của các bộ phận cơ khí bao gồm vật liệu kim loại, vật liệu phi kim loại và vật liệu composite. Vật liệu kim loại được chia thành vật liệu kim loại có sắt và vật liệu kim loại không có sắt. Vật liệu kim loại có sắt bao gồm thép, thép đúc và gang, có các tính chất cơ học tốt (như độ bền, độ dẻo, độ bền va đập, v.v.), và tương đối rẻ và dễ kiếm. Vật liệu kim loại không có sắt có ưu điểm là mật độ thấp, khả năng dẫn nhiệt và điện tốt. Các vật liệu được đề xuất cho ứng dụng gia công các bộ phận là như sau.